
Published 20 November 2025 | Updated 22 May 2026
Technology
Top 10 Digital Twin Use Cases Transforming Modern Manufacturing
The manufacturing industry is rapidly adopting advanced tools to increase efficiency, reduce downtime, and improve product quality. Among these innovations, the digital twin has become one of the most powerful technologies. It helps manufacturers understand equipment, monitor operations, and make smart decisions using accurate, real-time data. PerfectionGeeks supports industries by building custom IoT solutions and manufacturing app development systems that integrate digital twin technology to help companies modernize their production environment.
What Are Digital Twin Use Cases in Manufacturing?Digital twin use cases in manufacturing refer to virtual replicas of machines, systems, factories, or production processes used to simulate, monitor, and optimize real-world manufacturing operations. Manufacturers use digital twin technology for predictive maintenance, production optimization, quality control, smart factory management, and industrial automation. In 2026, digital twins are becoming essential for Industry 4.0 initiatives because they help manufacturers reduce downtime, improve efficiency, lower operational costs, and make data-driven decisions in real time. |
- Digital twin technology helps manufacturers create real-time virtual replicas of machines, systems, and production environments.
- Predictive maintenance is one of the biggest digital twin use cases in manufacturing, helping reduce downtime and improve equipment lifespan.
- Smart factories use digital twins to optimize production workflows, improve quality control, and automate industrial operations.
- Manufacturers investing in digital twins gain better operational visibility, data-driven decision-making, and improved production efficiency.
- AI, IoT, cloud computing, and real-time analytics are key technologies powering modern digital twin solutions.
- Despite challenges like implementation cost, cybersecurity, and data integration, digital twin adoption continues to grow rapidly across industries.
- Industries including automotive, aerospace, healthcare, electronics, logistics, and energy are increasingly adopting digital twin systems.
- Digital twins are becoming a core part of Industry 4.0 and the future of smart manufacturing.
- Businesses implementing digital twin technology early can achieve long-term competitive advantages in automation, scalability, and operational intelligence.
- PerfectionGeeks helps businesses build scalable digital twin solutions for smart manufacturing, predictive analytics, and industrial automation.
What Is a Digital Twin?
A digital twin is a virtual copy of a real machine, product, or manufacturing system. This digital model receives continuous data from sensors installed in the physical asset. By comparing both versions, manufacturers can monitor performance, detect issues, and predict future behavior. Digital twin technology works closely with IoT devices to create a real-time connection between the physical world and the digital model. This combination, known as digital twin and IoT, provides deeper insights, faster responses, and smarter automation in manufacturing.
Benefits of Digital Twin Technology
Digital twin technology offers manufacturers a smarter and more data-driven approach to managing industrial operations. By creating virtual replicas of machines, systems, and manufacturing processes, businesses can monitor performance in real time and make informed operational decisions.
One of the biggest benefits of digital twin technology is predictive maintenance. Manufacturers can identify equipment issues before breakdowns occur, reducing downtime and avoiding expensive repairs. This helps improve productivity and ensures uninterrupted manufacturing operations.
Another major advantage is production optimization. Digital twins allow businesses to simulate workflows and test operational improvements virtually before implementing them on the factory floor. This minimizes risks and improves manufacturing efficiency.
Digital twins also support better quality control. Manufacturers can track product performance, detect defects early, and maintain consistency across production cycles. Real-time analytics provide greater visibility into manufacturing processes and help improve product quality.
Energy efficiency is another growing benefit. Manufacturers can monitor energy consumption across machinery and facilities, helping reduce operational costs and support sustainability initiatives.
In 2026, companies adopting digital twin technology are gaining competitive advantages through automation, AI-powered insights, faster decision-making, and improved operational scalability.
Top Digital Twin Use Cases in Manufacturing
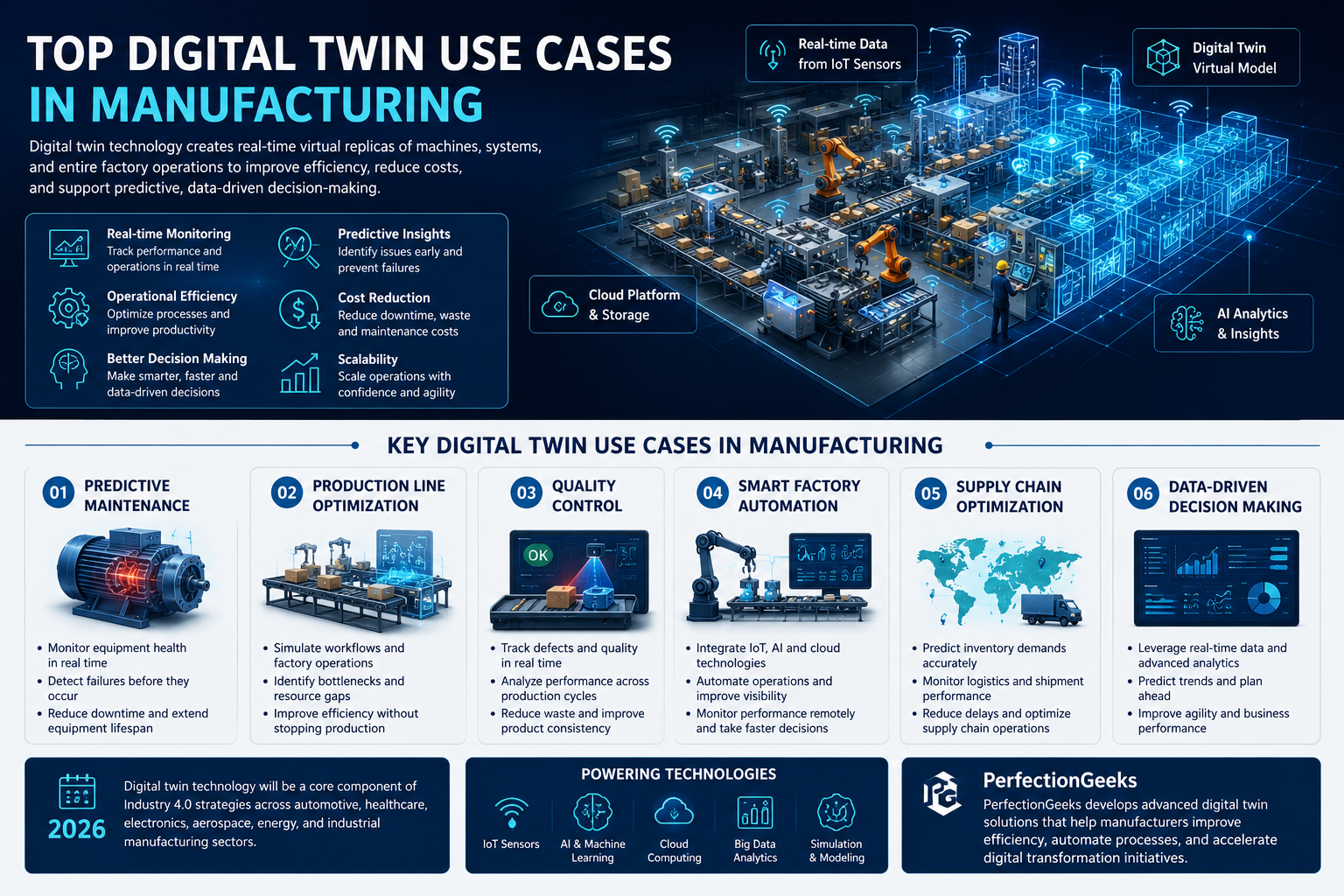
Digital twin technology is transforming modern manufacturing by creating real-time virtual replicas of machines, production systems, and entire factory operations. Manufacturers are increasingly adopting digital twins to improve operational efficiency, reduce production costs, and support predictive decision-making.
One of the most important digital twin use cases in manufacturing is predictive maintenance. Manufacturers can monitor equipment performance in real time and identify failures before they occur. This reduces downtime, prevents costly breakdowns, and extends machinery lifespan.
Another major use case is production line optimization. Digital twins allow manufacturers to simulate workflows, identify bottlenecks, and improve resource utilization without interrupting actual production. Businesses can test manufacturing changes virtually before implementing them physically.
Quality control is also becoming more efficient with digital twin systems. Manufacturers can track defects, analyze product performance, and improve consistency across production cycles. Real-time monitoring helps reduce waste and improve customer satisfaction.
Smart factories rely heavily on digital twins for automation and operational visibility. By integrating IoT sensors, AI analytics, and cloud platforms, manufacturers can monitor factory performance remotely and make faster operational decisions.
Supply chain optimization is another growing application. Digital twins help manufacturers predict inventory requirements, monitor logistics performance, and reduce delays in production planning.
In 2026, digital twin technology is expected to become a core component of Industry 4.0 strategies for automotive, healthcare, electronics, aerospace, energy, and industrial manufacturing companies.
PerfectionGeeks develops advanced digital twin solutions that help manufacturers improve efficiency, automate processes, and accelerate digital transformation initiatives.
Building Something Similar?PerfectionGeeks has delivered 200+ scalable software and industrial automation solutions since 2014. Our team helps businesses develop digital twin platforms, IoT-integrated systems, AI-powered analytics, and smart manufacturing applications. 👉 Explore Our Digital Transformation & Software Development Services : https://www.perfectiongeeks.com Free consultation available. |
Why Manufacturers Are Investing in Digital Twin Technology in 2026Manufacturers are increasing investments in digital twin technology because it improves operational visibility, reduces manufacturing risks, and supports long-term automation strategies. Modern factories generate massive amounts of operational data, and digital twins help convert that data into actionable insights. Digital twin systems enable manufacturers to:
With AI and IoT integration becoming more accessible, even mid-sized manufacturing companies are adopting digital twin solutions to stay competitive in global markets. Businesses that implement digital twins early gain advantages in productivity, scalability, and operational intelligence. |
Challenges in Digital Twin Adoption
While digital twin technology offers significant advantages, many manufacturers still face challenges during implementation and adoption. Building an effective digital twin system requires strong infrastructure, real-time data integration, and advanced analytics capabilities.
One of the biggest challenges is data integration. Manufacturing environments often use multiple legacy systems, machines, and software platforms that may not easily connect with modern digital twin solutions. Integrating IoT devices and ensuring accurate data flow can be complex.
Another challenge is implementation cost. Developing digital twin platforms may require investments in sensors, cloud infrastructure, AI tools, cybersecurity systems, and employee training. Small and mid-sized manufacturers sometimes struggle with initial deployment costs.
Cybersecurity is also becoming a major concern. Since digital twin systems rely heavily on real-time connected data, businesses must protect sensitive operational information from cyber threats and unauthorized access.
Scalability can create additional challenges. As manufacturing operations grow, companies need digital twin systems capable of processing large amounts of operational data without affecting performance.
Finally, many organizations face a skills gap. Successfully managing digital twin environments requires expertise in AI, IoT, cloud computing, industrial automation, and data analytics.
Despite these challenges, businesses that invest strategically in digital twin technology often achieve long-term operational and competitive advantages.
Future of Smart Manufacturing
The future of smart manufacturing is being shaped by technologies such as digital twins, artificial intelligence, IoT, cloud computing, robotics, and predictive analytics. Manufacturers are moving toward highly connected production environments where machines, systems, and processes communicate in real time.
Digital twin technology is expected to play a central role in next-generation manufacturing operations. Future smart factories will use digital twins not only for monitoring equipment but also for autonomous decision-making, AI-powered optimization, and fully automated production planning.
AI integration will allow digital twins to predict operational failures with greater accuracy and recommend intelligent corrective actions automatically. Manufacturers will increasingly rely on real-time simulations to improve efficiency, reduce waste, and accelerate product innovation.
Sustainability is another major trend driving smart manufacturing. Digital twin systems will help companies optimize energy consumption, reduce emissions, and improve resource management across industrial operations.
By 2030, experts predict that smart manufacturing ecosystems powered by digital twins and AI analytics will become standard across global industries including automotive, healthcare, aerospace, electronics, and logistics.
Businesses investing in smart manufacturing technologies today are positioning themselves for long-term growth, operational resilience, and digital transformation success.
Industry Statistics on Digital Twin Manufacturing
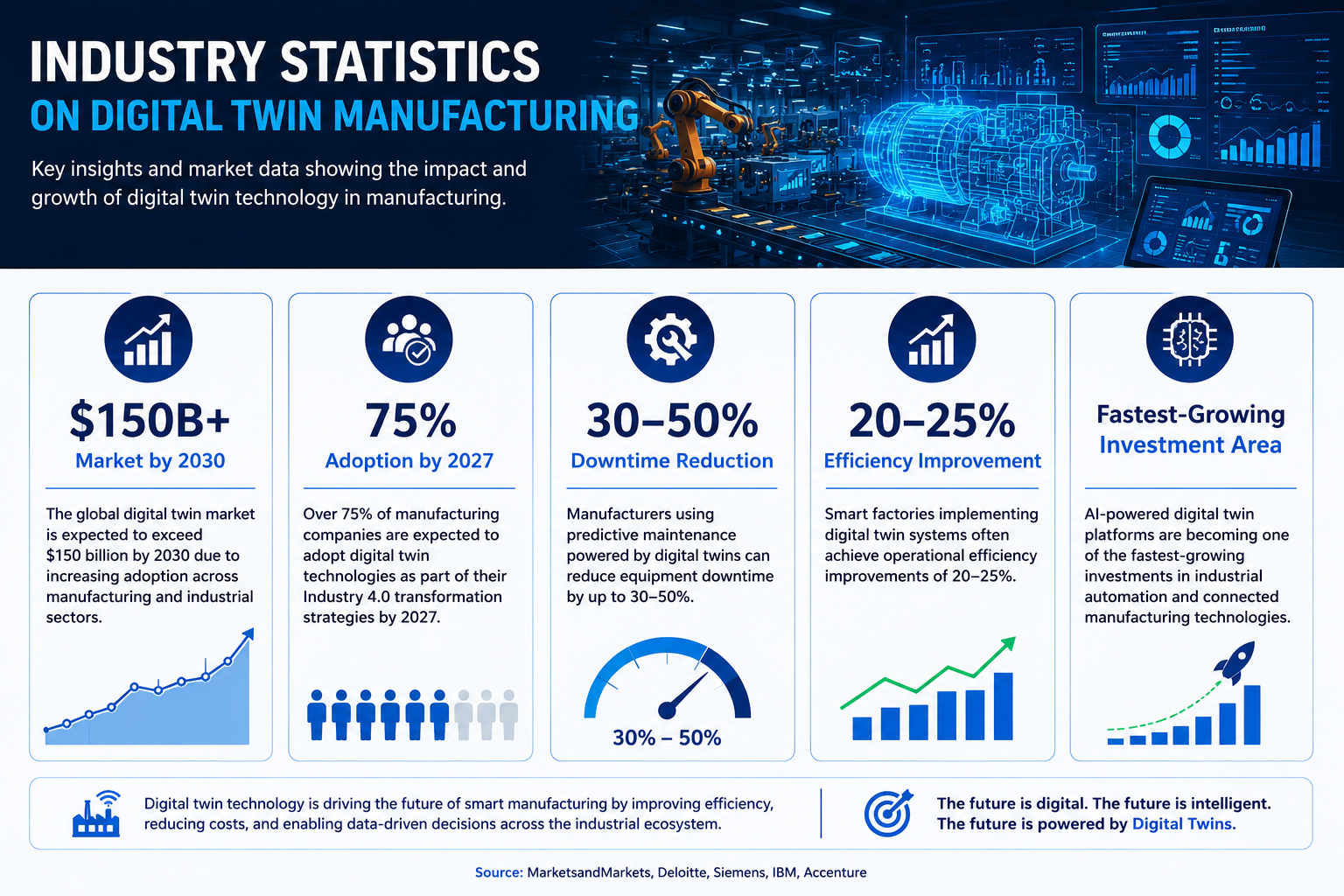
- According to industry reports, the global digital twin market is expected to exceed $150 billion by 2030 due to increasing adoption across manufacturing and industrial sectors.
- Over 75% of manufacturing companies are expected to adopt digital twin technologies as part of their Industry 4.0 transformation strategies by 2027.
- Manufacturers using predictive maintenance powered by digital twins can reduce equipment downtime by up to 30–50%.
- Smart factories implementing digital twin systems often achieve operational efficiency improvements of 20–25%.
- AI-powered digital twin platforms are becoming one of the fastest-growing investments in industrial automation and connected manufacturing technologies.
|
Frequently Asked Questions
Quick answers related to this article from PerfectionGeeks.
1. What are digital twin use cases in manufacturing?
2. How does digital twin technology help manufacturers?
3. Which industries use digital twin technology?
4. What technologies are used in digital twin systems?
5. Is digital twin technology part of Industry 4.0?
Conclusion
Digital twin in manufacturing is transforming how factories work by improving accuracy, efficiency, and decision-making. From predictive maintenance to supply chain optimization, digital twin technology supports smarter operations at every step. With the expertise of companies like PerfectionGeeks, manufacturers can integrate digital twin systems smoothly through advanced IoT and app development solutions.

Written By Shrey Bhardwaj
Director & Founder
Shrey Bhardwaj is the Director & Founder of PerfectionGeeks Technologies, bringing extensive experience in software development and digital innovation. His expertise spans mobile app development, custom software solutions, UI/UX design, and emerging technologies such as Artificial Intelligence and Blockchain. Known for delivering scalable, secure, and high-performance digital products, Shrey helps startups and enterprises achieve sustainable growth. His strategic leadership and client-centric approach empower businesses to streamline operations, enhance user experience, and maximize long-term ROI through technology-driven solutions.


